
27.03.26 13:44
Ваш поставщик полимерных изделий

Наталья Морозова
14.05.26 14:29
Содержание
- Почему Zip-Lock пакеты могут так сильно отличаться по качеству
- Как устроено промышленное производство Zip-Lock пакетов
- Формирование полиэтиленовой основы
- Формирование и впаивание замка Zip-Lock
- Формирование готового пакета и контроль качества
- Какие технологии лежат в основе Zip-Lock пакетов
- Виды Zip-Lock пакетов и их назначение
- Почему технология производства так важна
- Итог от «Авантпак»
Компания «Авантпак» более 15 лет работает в сфере гибкой упаковки и ежедневно сталкивается с одной и той же ситуацией: на рынке десятки вариантов Zip-Lock пакетов, но далеко не все они одинаково надежны. Один пакет выдерживает десятки циклов открытия, другой начинает расходиться уже после нескольких использований. Разница почти всегда скрыта не в названии, а в технологии производства.
Современное производство Zip-Lock пакетов — это не просто выпуск полиэтиленовой пленки. Это точная инженерная система, где каждый этап влияет на герметичность, прочность и удобство использования готовой упаковки. Ошибка на любом участке линии может обернуться браком всей партии.
Многие производители и поставщики упаковки сталкиваются с тем, что внешне одинаковые пакеты ведут себя по-разному в работе. Причины обычно кроются в трех факторах:
В итоге один и тот же формат упаковки может либо выдерживать заморозку и транспортировку, либо терять герметичность уже при первом открытии. Поэтому важно понимать, как устроена технология производства пакетов Zip Lock и какие этапы действительно влияют на результат.
Процесс изготовления делится на несколько последовательных стадий. Каждая из них контролируется отдельно, а затем проверяется на соответствие параметрам качества.
Первый этап — это создание рукава из полиэтилена низкого давления. Именно здесь закладывается база будущего пакета.
Гранулы ПВД плавятся при температуре примерно 180–220 °C и превращаются в равномерную массу. Затем формируется пленка толщиной от 40 до 120 микрон. Для упаковки пищевых и технических товаров особенно важно, чтобы отклонение по толщине не превышало 5–7%, иначе дальнейшая сварка замка становится нестабильной.
Скорость современных экструзионных линий достигает 300 кг сырья в час, а длина выпускаемой пленки может измеряться километрами за смену. На этом этапе формируется основа будущего изделия, но функциональность появляется позже.
Следующий этап — самый технологически чувствительный. Именно здесь появляется тот самый гриппер-механизм, который обеспечивает многократное открытие и закрытие пакета.
В промышленности используется два основных подхода:
Замковый профиль создается одновременно с пленкой. Такой метод ускоряет производство и позволяет выпускать большие объемы. Однако он требует высокой точности настройки оборудования, так как даже небольшое смещение приводит к неплотному закрытию.
В этом случае готовый профиль отдельно приваривается к полиэтиленовому рукаву. Метод более точный и часто используется там, где важна повышенная герметичность.
На практике также применяется комбинация технологий экструзии и сварки, что позволяет добиться баланса между скоростью и качеством.
Процесс, который в индустрии называют впаиванием замка в рукав полиэтиленового пакета, проходит при строго контролируемой температуре и давлении. Отклонение даже в 2–3 °C может повлиять на плотность закрытия.
После установки замка пленка проходит следующие операции:
На современных линиях контроль осуществляется автоматически. Пакет проходит тест на давление воздуха, а также проверку на многократное открытие — обычно не менее 50 циклов.
Производительность таких линий может достигать 1,5–2 миллионов пакетов в месяц при стабильной загрузке оборудования.
Если рассматривать процесс глубже, то можно выделить несколько ключевых технологических направлений:
Эти методы постоянно совершенствуются. Например, современные линии уже позволяют снижать процент брака до 0,5–1%, что считается высоким показателем в отрасли.
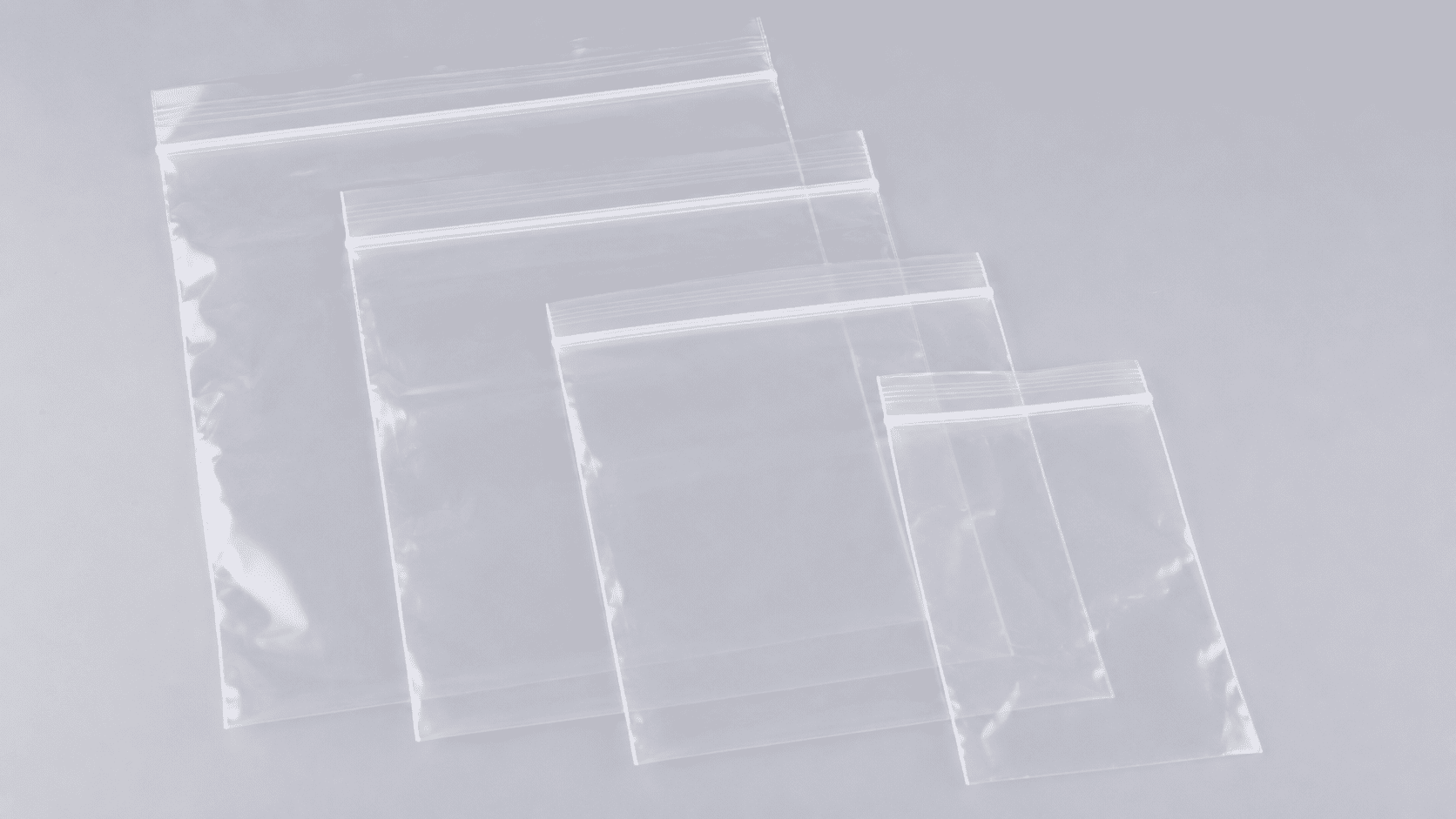
Разные технологии производства позволяют выпускать широкий ассортимент упаковки:
Каждый тип требует своей настройки оборудования и разной плотности материала, что напрямую влияет на итоговую стоимость.
На первый взгляд Zip-Lock пакет кажется простой упаковкой. Но на практике его качество зависит от десятков параметров: от температуры экструзии до давления при сварке замка.
Если хотя бы один этап выполнен с нарушением, возникают типичные проблемы:
Поэтому промышленное производство пакетов с замком зип лок требует точной синхронизации оборудования и постоянного контроля параметров.
Zip-Lock пакет — это результат сложного технологического процесса, а не просто полиэтиленовое изделие с застежкой. От качества экструзии, точности впаивания замка и стабильности сварки зависит его надежность в реальных условиях эксплуатации.
В «Авантпак» мы выстраиваем производство так, чтобы каждый этап был предсказуемым и повторяемым. Это позволяет выпускать упаковку, которая выдерживает реальные нагрузки — от хранения продуктов до транспортировки промышленных товаров — без потери герметичности и функциональности.
Эксперт в области переработки
27.03.26 13:44

27.03.26 13:27

27.03.26 13:35

Приглашаем Вас к сотрудничеству
Заполните поля и мы перезвоним Вам











